














Радиусные изделия из полого или пустотелого стального профиля широко применяются в производстве мебели, сантехники, нагревательных приборов, элементов строительных конструкций.
Для изготовления радиусных деталей требуется согнуть профиль по заданному радиусу. Рассмотрим сложности и особенности гиба, способы, приспособления и оборудование, применяемые в процессе.
Сложности и особенности процесса
При гибке труб и металлического профиля необходимо выдержать нужный радиус и избежать деформации. Самые распространенные сложности, возникающие в процессе изготовления радиусных отрезков труб и деталей из металлического профиля:
- Потеря прочности. Под действием усилия гиба нарушается геометрия профиля, что приводит к снижению сопротивляемости нагрузкам. Согнутая профильная труба может не выдержать изгиба или давления.
- Образование складок и волн. Неравномерное смещение металла при сгибании вызывает образование волн и складок на металлическом профиле рядом с местом гиба.
- Сплющивание труб. При изготовлении поворотных участков трубной разводки, производстве деталей из полого профиля, происходит деформация внутренней поверхности, уменьшается сечение и размеры в месте сгибания.
- Появление трещин и лопин. При избыточном усилии профиль может лопнуть или треснуть.

Чтобы избежать деформаций при изготовлении радиусных изделий из стального профиля, лучше согнуть трубу трубогибом.
Методы гибки: как согнуть трубу без деформации
Самый простой способ согнуть трубу – ручной. Для этого применяют специальные оправки. Профиль сгибают по специальному шаблону, зажатому в тиски или рычагом, вставленным в один из концов трубы. В последнем случае радиус контролируется угломером.
Для защиты от деформации профиля и уменьшения внутреннего диаметра трубу набивают наполнителем и закрывают концы пробками. Для этого используется сухой просеянный речной песок без камней и крупных включений. Пустотелый профиль из меди и латуни заполняют расплавленной канифолью. Наполнитель препятствует изменению размеров и конфигурации полого сечения.

Для гибки труб больших диаметров или толстостенного профиля заготовки предварительно нагревают. Длину участка рассчитывают исходя из предполагаемого радиуса изгиба. Для гиба на 30° разогревается 2 диаметра трубы, для 60°, 45° – 4 и 3 диаметра соответственно. Чтобы согнуть трубу на 90°, необходимо нагреть участок не менее 6 диаметров.
Приспособления для гибки труб
Для гибки труб и производства радиусных деталей и конструкций применяют ручные, электрические и гидравлические станки профилегибы.
Ручное оборудование и приспособления применяют для создания поворотов трубной разводки без фитингов, гибки трубок для кондиционера, штучного производства деталей. Самое простое оборудование – арбалетный ручной гибочный станок.

Оборудование позволяет гнуть трубы небольших диаметров. Рабочий инструмент – сменный пуансон определенного радиуса. Усилие развивается поворотом рычага, некоторые модели арбалетных профилегибов оснащены гидроцилиндром для облечения работы мастера. Регулирование радиуса гиба осуществляется сменой пуансонов.
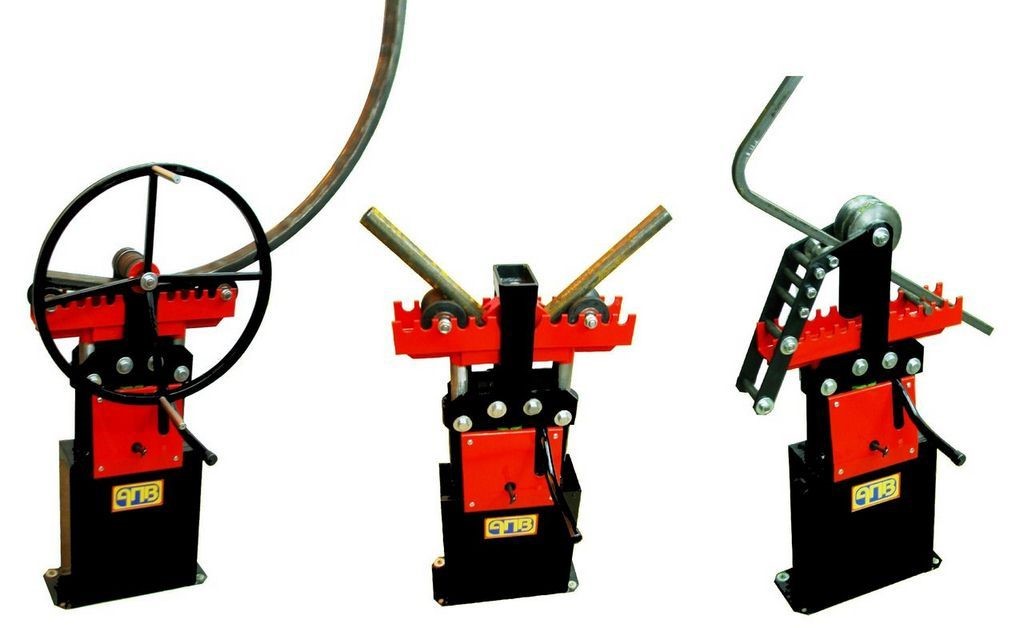
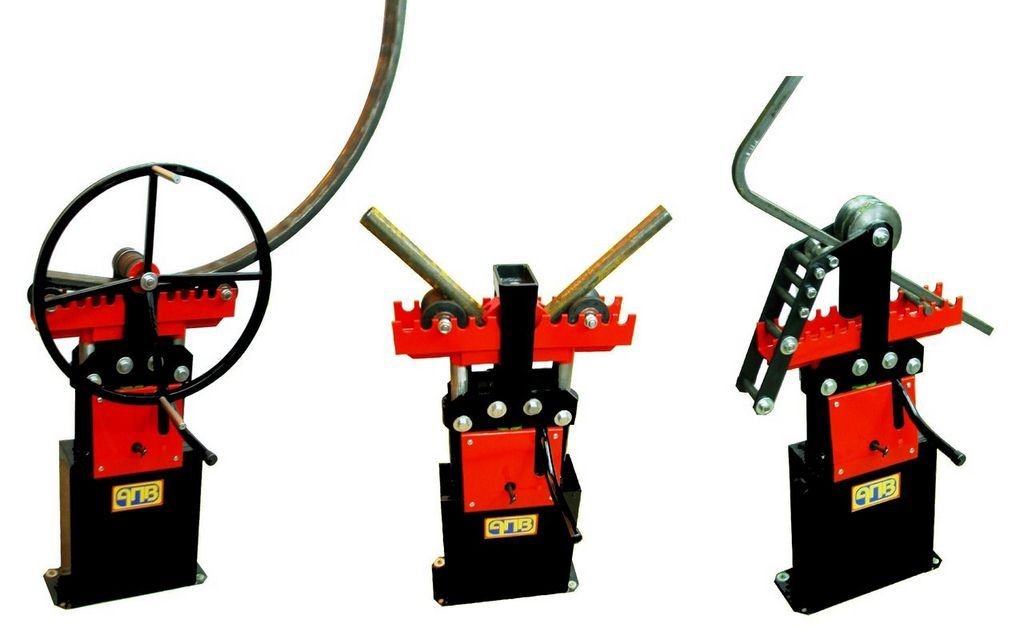
Ручные винтовые профилегибы – оборудование для мастерских и цехов.

Станок состоит из двух неподвижных роликов, одного прижимного. Труба устанавливается между рабочим инструментом. Усилие гиба развивается давлением прижимного ролика, прокат заготовки – вращением рукоятки. Сгибание до нужного радиуса делается в несколько проходов, изгиб заготовки контролируется шаблоном. Ручные станки могут работать с трубами круглого, прямоугольного сечения со стенками до 1,5 мм, сгибать детали под небольшими углами. Плавная гибка в несколько проходов исключает деформацию профиля.
Электромеханические трубогибы – оборудование для серийного производства изделий из металлического профиля. На станке также установлено 3 ролика, между которыми зажимается труба. Заготовка прокатывается между рабочими валиками, сгибание осуществляется прижимным роликом.

Прокат профиля осуществляется электродвигателем. На оборудовании можно производить детали из профиля толщиной 2-3 мм, осуществлять серийное производство.
Для массового изготовления однотипной продукции, гиба толстостенного профиля, труб больших диаметров применяются гидравлические станки. Оборудование отличается от электромеханических и ручных станков количеством ведущих роликов, наличием гидросистемы прижима. Гидравлические профилегибы используются для обработки толстого профиля, труб больших диаметров, массового изготовления.
Применение профилегиба
Сфера применения трубогибов и профилегибов – изготовление любых радиусных изделий из черного и цветного профиля. Оборудование используется в производстве:
- Арочных каркасов теплиц, беседок, остановок, навесов, других строительных элементов.
- Водяных нагревательных приборов: теплообменников, радиаторов, полотенцесушителей, изгибов отопительных и водопроводных труб.
- Декоративных элементов изгородей, мебели, элементов ландшафтного дизайна.
- Деталей станков, транспорта, машин, медицинских и спортивных тренажеров.
Профилегибы используются как в маленьких частных мастерских, так и крупных промышленных предприятиях.

Итак, как согнуть профильную трубу? К работе на станке допускают персонал, прошедший обучение, ознакомленный с руководством пользователя и техникой безопасности. Работы выполняют в следующем порядке:
- Установка роликов, соответствующих размерам и форме профиля.
- Установка заготовки между валиками.
- Затяжка прижимного ролика.
- Выбор скорости подачи трубы.
- Гибка профиля.
Для сохранения формы детали и исключения деформации профиля гиб осуществляют в 2-3 прохода, постепенно затягивая прижимной ролик. Угол гиба контролируют измерительным инструментом.
Трубогиб своими руками
Простейший ручной или даже электрический трубогиб можно изготовить своими руками. Для этого нужны:
- Угловая шлифовальная машина (болгарка).
- Сварочный аппарат.
- Тиски и слесарный инструмент.
- Ножовка по металлу.
Также понадобятся следующие материалы и комплектующие: швеллер, уголок, стальной прут, цепь и 3 шестерни, труба 0,5 дюйма для воротка, винты М6, М8, ролики, произведенные на заказ, втолки с резьбой, электродвигатель 1-3 кВт, заводской редуктор.
Из швеллера и уголка сваривают общую раму и стойку для ворота. Станина должна быть жесткой, использовать винтовые соединения не рекомендуется. В торцах роликов просверливают отверстия под втулки, на них сажают шестеренки. В одном из роликов также делают отверстие под прижимной винтовой механизм. Валики для гибки лучше заказать в мастерской, рекомендуемый материал – инструментальная или быстрорежущая сталь.


Редуктор также лучше купить в готовом виде, скорость вращения электродвигателя слишком велика, нормальная подача для гиба профиля – 2-3 м/мин. Шестеренки закрепляют на ролики и шкив редуктора винтами, цепь должна быть съемная.
Конструкции самодельных трубогибов сильно различаются. У каждого мастера свои наработки и предпочтения.
Без навыков и чертежей сделать точный трубогиб практически невозможно. Для изготовления небольших изделий из профиля подойдет ручной трубогиб ТР-40. Компактный станок с винтовым прижимным механизмом используется для гибки круглых, квадратных, прямоугольных труб из стали, меди, алюминия и латуни.
Оборудование:
- Легко и быстро настраивается для гибки под разными радиусами.
- Не требует дорогостоящего обслуживания.
- Просто в эксплуатации.
Для строительной бригады, мастерской или небольшого цеха трубогиб ТР-40 – отличное оборудование для изготовления радиусных деталей и конструкций. Станок можно перевозить (вес всего 16 кг), не нужно подключать к сети.





