















Значительная часть тонколистового металлопроката поставляется в рулонах, что обеспечивает удобство погрузочно-разгрузочных работ, транспортировки, хранения. Металл в рулонах меньше подвержен коррозии и механическим повреждениям. Для производства изделий из такого металлопроката требуется размотать рулон.

Рассмотрим, что такое размотка металла, нюансы процесса, применяемое для этого оборудование.
Размотка – первый этап изготовления различных изделий, часть технологического процесса по производству:
- Шляпного профиля.
- Желобов водосточных систем и других элементов кровельных конструкций.
- «С», «П», «Г», «Т»-образного профиля.
- Различных типов штукатурного уголка и гипсокартонных систем.
- Картин фальцевых кровель и доборных элементов.
- Других изделий из стального проката.
Стандартная ширина металлического листа в рулоне – 1000, 1250 и 1500 мм. Если для производства требуется металл меньшей ширины, его разрезают на штрипсы. Технология раскроя также включает предварительную размотку.
Устройство и принцип работы разматывателя рулонного металла
Для механизации процесса размотки применяют специальные станки – разматыватели. Оборудование состоит из следующих узлов:
- Рамы. Несущий узел, на него крепятся все детали и комплектующие.
- Вал на направляющих удерживает рулон металла.
- Разжимного барабана на валу. Узел необходим для настройки работы с рулонами с различным внутренним диаметром.
- Ручного или электрического привода. Предназначен для приведения вала во вращательное движение.
- Систему подъема рулона (для самоподъемных моделей). Узел нужен для облечения подъема вала с насаженным на него рулоном.
Станок работает следующим образом: рулон стали размещают перед салазками, затем вставляют внутрь вал с барабаном с раздвижными лепестками. Далее фиксируют раздвижные сегменты при помощи винтового механизма внутри бухты. Поддон с рулоном металла помещают под станок, закрепляют вал на направляющие. Затем поднимают вал с рулоном на рабочую высоту одновременным вращением винтов с двух сторон.
Вал размотчиков со смотанной бухтой металлопроката без подъемного механизма поднимают талями или аналогичными устройствами.

Далее слегка отматывают прокат и заправляют конец бухты в следующий станок (если станок в составе линии). Чтобы размотать металлический рулон запускают двигатель или приводят во вращение вал при помощи ручного привода.
Виды станков для размотки металла
Для размотки рулонов применяют несколько типов оборудования. Станки различают по конструкции, типу привода, техническим параметрам.
Самое простое оборудование – напольные разматыватели. Станки состоят из рамы и пары валов. Производственная операция размотки металла существенно облегчает вращением валов.
Напольное оборудование:
- Может работать с рулонами любого диаметра.
- Имеет небольшой вес и габариты.
- Не требует наличия электросети.
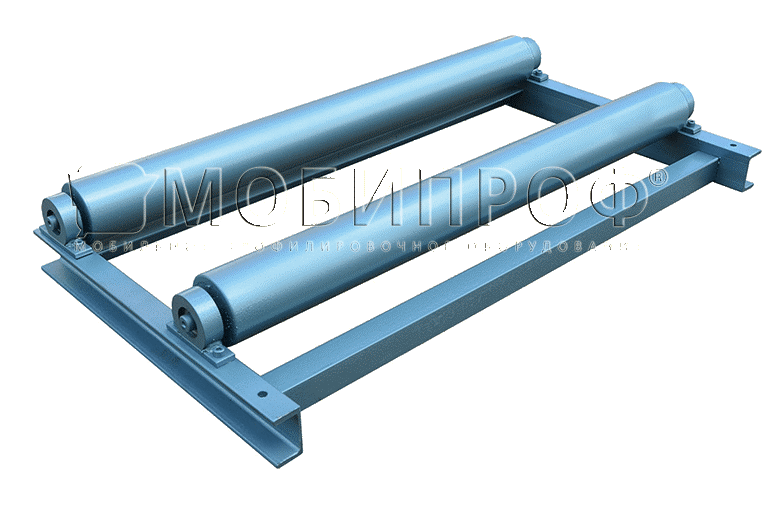
Размотчики такого типа походят для установки непосредственно на объекте или стройплощадке, например, при производстве панелей фальцевой кровли.
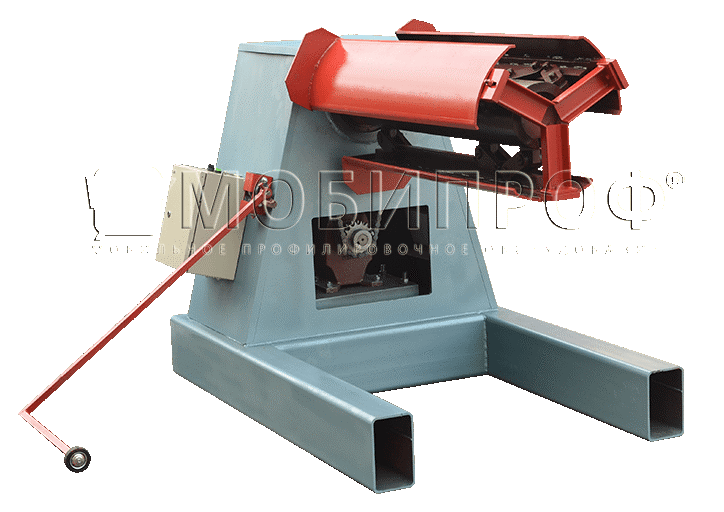
Мобильные размотчики рулонов тонколистового металла состоят из передвижной рамы, вала с раздвижными сегментами, привода. Размотка осуществляется вращением вала штурвалом ручного привода. Центровка рулона осуществляется раздвижными фиксирующими лепестками на размоточном валу.
Мобильные разматыватели:
- Работают с рулонами шириной 650-1250 мм, внутренним диаметром 400-580 мм, весом до 2 тонн.
- Могут легко перемещаться по цеху или рабочей площадке.
- Не нуждаются в электропитании.
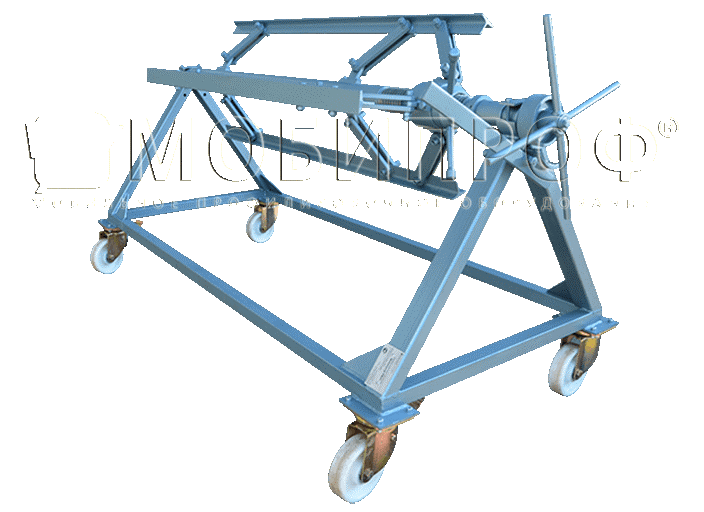
Станки походят для мелкосерийного производства в небольших цехах и мастерских.
Двухопорные разматыватели состоят из сварной рамы с двумя опорами, ручного или электрического привода, вращающегося вала с раздвижными сегментами.
Оборудование:
- Может работать с рулонами металлопроката шириной 700, 1250, 1500 мм, внутренним диаметром 415-620 мм, весом 4, 5 и 8 тонн.
- Поставляется в исполнении, как с ручным, так и электрическим приводом.
- Может комплектоваться блоком частного управления для изменения производительности.
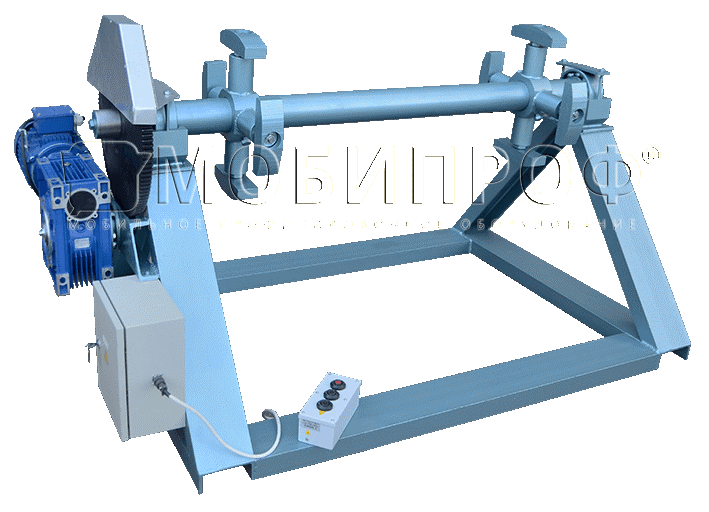
Двухопорные разматыватели применяют в серийном производстве изделий из листового проката. Стационарные станки подойдут как для частных цехов, так и для крупных предприятий.
Конструкция самоподъемных станков для разматывания металла кроме рамы, ручного привода, вала с центрирующими сегментами включает подъемный механизм.
Оборудование:
- Не требует наличия талей для установки рулона.
- Может работать с тяжелыми бухтами металла до 8 тонн.
- Не требует наличия электрической сети на объекте.
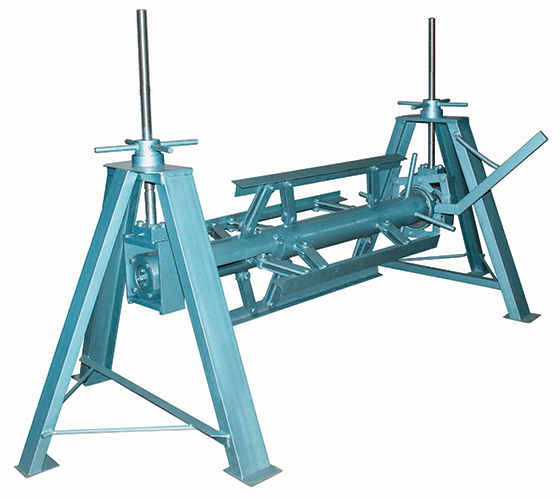
Самоподъемные станки также снабжены тормозом вала для регулирования скорости размотки.
Консольные размотчики металла состоят из станины, привода, вала с лепестками центровки. Обличительная особенность конструкции – свободный конец вала.
Станки консольного типа отличает:
- Высокая производительность.
- Простота установки рулона.
- Возможность работы с металлическими бухтами массой до 10 тонн.
Консольное оборудование поставляется с ручными и электрическими приводами. Скорость размотки можно регулировать в соответствии с производительностью станка для раскроя.
Линии размотки и раскроя металла
Размыватели могут работать в составе линии совместно со станками для раскроя для автоматизации и ускорения процесса.
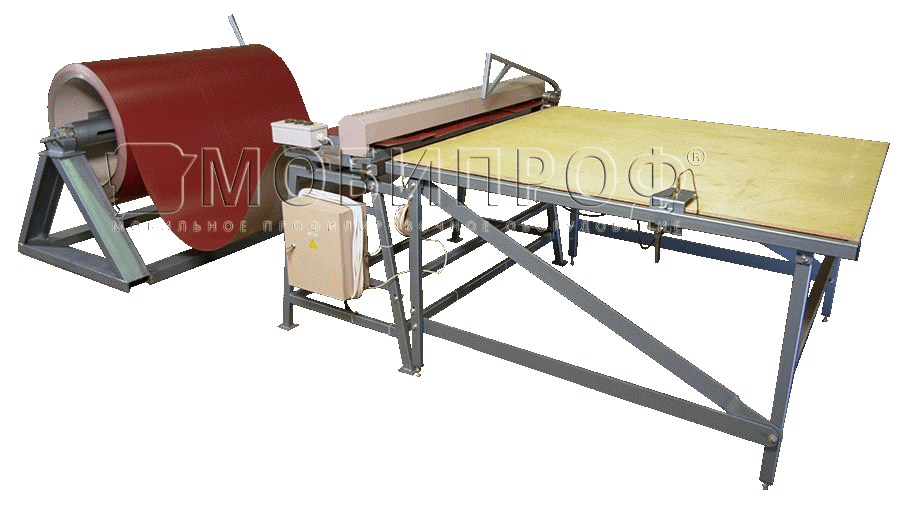
Оборудование компонуют по производительности, скорость размотки должна отвечать производительности раскроенного станка и намотчика.
Линии по размотке и раскрою бывают:
- Электроприводные
- Неприводные (ручные).
В первом случае для синхронизации работы станков должен быть установлен блок автоматического управления. Неприводное оборудование синхронизируют вручную.
Заключение
Итак, что такое размотка? Это начальная технологическая операция при производстве изделий из рулонного проката. Для этого применяют станки-разматыватели. Оборудование для размотки от компании «МОБИРОФ» отличает:
- Простота эксплуатации.
- Надежность.
- Возможность работы со всей номенклатурой рулонного проката.
Станки подходят для размотки бухт металлов с разнообразным покрытием. Оборудование не повреждает слой полимера или оцинковки.
Разматыватели существенно ускоряют и удешевляют производство из тонкого металлопроката, дают существенный экономический и технический эффект.


")


